Aluminum cans were invented in the 1950s and 1960s. Today's common aluminum cans are composed of a can body and a lid, also known as "two-piece cans." The bottom and sides of the can are connected together and made from one part, while the lid and the body of the can are rolled together, there are no seams, and no welding is required. The manufacturing process of aluminum beverage cans is a process that combines advanced technology and precision craftsmanship. Starting from the selection of raw
Aluminum cans were invented in the 1950s and 1960s. Today's common aluminum cans are composed of a can body and a lid, also known as "two-piece cans." The bottom and sides of the can are connected together and made from one part, while the lid and the body of the can are rolled together, there are no seams, and no welding is required. The manufacturing process of aluminum beverage cans is a process that combines advanced technology and precision craftsmanship. Starting from the selection of raw materials to the final product molding, every step requires precise operation and strict quality control.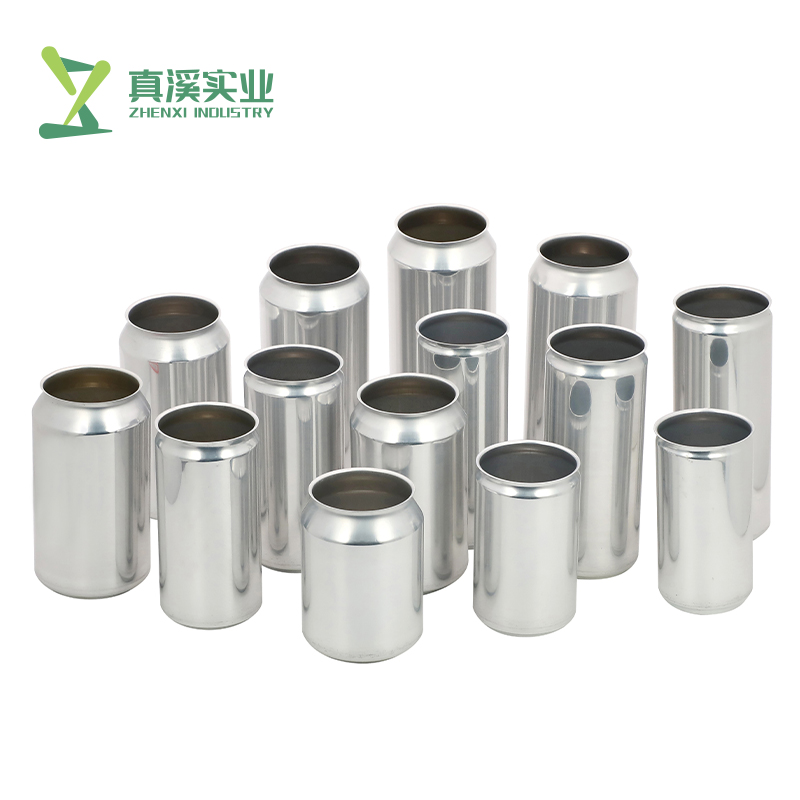 First of all, the main raw material for aluminum beverage cans is aluminum. The density of aluminum is generally expressed as 2.7 grams per cubic centimeter, which is only 34.61% of iron and 30.33% of copper. Therefore, aluminum is a lightweight, high-strength, corrosion-resistant and very ductile metal. It can also prevent Carbonated gas escapes after being filled inside, so it is a perfect material to be used as a beverage can. During the manufacturing process, high-quality aluminum ingots are used as starting materials. These aluminum ingots are smelted and refined to form pure liquid aluminum, which provides the basis for the subsequent casting process. In the production process of cans, large rolls of thin aluminum sheets need to be fed into a cutting machine to be cut into aluminum sheets of appropriate size. The remaining aluminum sheets will be recycled and reused.
First of all, the main raw material for aluminum beverage cans is aluminum. The density of aluminum is generally expressed as 2.7 grams per cubic centimeter, which is only 34.61% of iron and 30.33% of copper. Therefore, aluminum is a lightweight, high-strength, corrosion-resistant and very ductile metal. It can also prevent Carbonated gas escapes after being filled inside, so it is a perfect material to be used as a beverage can. During the manufacturing process, high-quality aluminum ingots are used as starting materials. These aluminum ingots are smelted and refined to form pure liquid aluminum, which provides the basis for the subsequent casting process. In the production process of cans, large rolls of thin aluminum sheets need to be fed into a cutting machine to be cut into aluminum sheets of appropriate size. The remaining aluminum sheets will be recycled and reused. These aluminum sheets are then punched by a stamping machine to form the basic shape of the can.
These aluminum sheets are then punched by a stamping machine to form the basic shape of the can. Just come out first with the flat round aluminum sheet like the picture below.
Just come out first with the flat round aluminum sheet like the picture below. Once stamped, the circular aluminum sheet is formed into the basic shape of the can.
Once stamped, the circular aluminum sheet is formed into the basic shape of the can.
 Next, the stretching machine stretches the aluminum sheet and transports the round cup-shaped aluminum can to the next link to stretch it into the shape of the can.
Next, the stretching machine stretches the aluminum sheet and transports the round cup-shaped aluminum can to the next link to stretch it into the shape of the can. This movable cylinder is called the "punch mold". Just press the round cup into the "concave mold". In order to prevent the parts from being damaged, sometimes it is necessary to apply some lubricating oil. Pay attention to the heat generated in the picture. The process of deforming the metal itself will generate heat in the metal, and the lubricating oil can also dissipate heat.
This movable cylinder is called the "punch mold". Just press the round cup into the "concave mold". In order to prevent the parts from being damaged, sometimes it is necessary to apply some lubricating oil. Pay attention to the heat generated in the picture. The process of deforming the metal itself will generate heat in the metal, and the lubricating oil can also dissipate heat. Let's take a look at the internal schematic diagram of stamping. After multiple operations, the size of the punching die is reduced successively. Just rush in at once and achieve the effect of multiple stretching and thinning. This is the opportunity for stamping to further refine the tank body. Shaping to ensure the shape and size of the tank meet the requirements.
Let's take a look at the internal schematic diagram of stamping. After multiple operations, the size of the punching die is reduced successively. Just rush in at once and achieve the effect of multiple stretching and thinning. This is the opportunity for stamping to further refine the tank body. Shaping to ensure the shape and size of the tank meet the requirements.
- Aluminum can cleaning and rinsing
After the aluminum can is initially formed, the edge trimmer must clean off the burrs to make the edges smooth and flat for the next step of operation.
Then the top of the aluminum can is facing down, and the cleaning process of the aluminum can begins. There are many cleaning processes here, not only to clean the oil stains contaminated during stamping, but also to remove residues on the surface of the aluminum sheets to ensure that the hygiene and safety of the aluminum cans meet standards.
The main steps include using 60°C hydrofluoric acid to clean off the oxide film on the surface of the aluminum can, and then using 60°C neutral deionized water to do the rinsing process.
 After cleaning, it is sent to the dryer to dry the surface moisture and then it can be printed.
After cleaning, it is sent to the dryer to dry the surface moisture and then it can be printed.
- Treating the surface of aluminum cans
First apply a layer of varnish on the bottom to prevent the aluminum from being quickly oxidized in the air. Then you can print on the surface of the aluminum can, using a rolling coating like the one shown below. After rolling it once, it will fit perfectly. After printing, another layer of varnish is applied to protect the colored surface. The cans are then quickly passed through an oven, which cures the ink and dries the paint.
The cans are then quickly passed through an oven, which cures the ink and dries the paint. After that, a compound paint is sprayed on the inner wall of the aluminum can to form a protective film, so that the aluminum will not be corroded by carbonated drinks, and the drinks will not have a metallic taste.
After that, a compound paint is sprayed on the inner wall of the aluminum can to form a protective film, so that the aluminum will not be corroded by carbonated drinks, and the drinks will not have a metallic taste. Then use the necking machine to make a neck with a diameter of 5 cm for the aluminum can. This process seems to be as fast as the blink of an eye. In fact, it requires 11 steps. Only a little bit of force is applied at a time to "gently" Gradually neck down to avoid breaking the thin aluminum skin.
Then use the necking machine to make a neck with a diameter of 5 cm for the aluminum can. This process seems to be as fast as the blink of an eye. In fact, it requires 11 steps. Only a little bit of force is applied at a time to "gently" Gradually neck down to avoid breaking the thin aluminum skin.
 Next comes the quality inspection process for aluminum cans. Through the rigorous cooperation of high-definition cameras and high-speed airflow, unqualified cans are blown away.
Next comes the quality inspection process for aluminum cans. Through the rigorous cooperation of high-definition cameras and high-speed airflow, unqualified cans are blown away. The next step is to pack the aluminum cans that have passed the test into packaging boxes and send them to our beverage factory for filling. The above is the production process of aluminum cans. If you want to know more about beverage filling, please click on the beverage filling process.
The next step is to pack the aluminum cans that have passed the test into packaging boxes and send them to our beverage factory for filling. The above is the production process of aluminum cans. If you want to know more about beverage filling, please click on the beverage filling process.


















